 Fraunhofer-Institut für Photonische Mikrosysteme
Fraunhofer-Institut für Photonische MikrosystemeOptischer Sensor steigert Effizienz beim Punktschweißen in der Automobilindustrie
Fraunhofer IPMS präsentiert Prototyp eines optischen Sensorsystems auf der SmartSystemsIntegration 2014
Zwei Jahre lang haben drei Forschungseinrichtungen und vier Industrieunternehmen im Rahmen des Europäischen Verbundforschungsprojektes »SmartDress« an der Entwicklung eines voll automatischen Systems zur Überwachung, Optimierung und Nachbearbeitung von Elektrodenspitzen für Widerstandspunktschweißen in der Automobilindustrie gearbeitet. Das Fraunhofer-Institut für Photonische Mikrosysteme IPMS in Dresden steuerte dabei das optische Messsystem bei, mit dem die Abnutzung der Schweißelektroden schnell und exakt ermittelt werden kann. Dieses Wissen hilft, die Qualität der Schweißverbindungen abzusichern, Standzeiten der Elektrodenspitzen zu erhöhen und so das Punktschweißen auch für anspruchsvolle Werkstoffe wie Aluminium wirtschaftlich nutzen zu können. Auf der SmartSystemsIntegration 2014 in Wien vom 26.-27. März 2014 stellt das Fraunhofer IPMS einen Prototyp der breiten Fachöffentlichkeit vor.
Ein durchschnittliches Familienauto wird heute von ca. 5000 Schweißpunkten zusammengehalten. Das hierfür eingesetzte Verfahren, das Widerstandpunktschweißen, ist seit Jahren unangefochten die Nr. 1 der Verbindungstechniken, um Stahlbleche in der Automobilindustrie, im Karosserie- und Fahrzeugbau und allgemein in der blechverarbeitenden Fertigung langfristig zu verfügen. Es ist wirtschaftlich, leistungsfähig und robust, und der Prozess ist hinsichtlich der maßgeblichen Schweißparameter wie Art, Dicke und Anzahl der zu verschweißenden Bauteile, deren Passung zueinander, ihrer Oberflächenbeschaffenheit sowie der Kühlung der Schweißelektrode gut zu kontrollieren und zu planen. Ein wesentlicher Qualitätsaspekt wird bislang jedoch nicht systematisch erfasst, der Verschleiß der Schweißelektrode: Bei zunehmender Anzahl von Schweißvorgängen wird die Elektrode abgenutzt, wodurch sich der Querschnitt der Kontaktflächen durch thermische und mechanische Einflüsse vergrößert. Dadurch wird der Schweißpunkt immer größer und die Aufschmelzzone zwischen den Blechen ungleichmäßig, bis hin zu nicht mehr haltend. Dies wird dadurch verhindert, das die Elektrodenspitzen regelmäßig gefräst bzw. nachbearbeitet werden, um den ursprünglichen Querschnitt zu erhalten. Bei verzinkten Stählen ist der Verschleiß mäßig und kann auf Basis von Erfahrungswerten korrigiert werden. Jedoch tritt bei dem Verfügen von Aluminiumteilen eine derart starke Abnutzung auf, dass die meisten Karosseriebauer das Alupunktschweißen für gänzlich ungeeignet halten. Bei einigen Baugruppen sind die Elektroden vor Beendigung eines Teiles schon verschlissen. Die Intervalle, in denen die Elektrodenspitzen nachbearbeitet werden, richten sich bisher in der Regel nach Erfahrungswerten. Die Konsequenz dieser Praxis: Vermeidbare Stillstandzeiten der Produktionslinien während der Wartungsintervalle, unnötiger Verbrauch der Kupferelektroden sowie zeit- und materialintensives Optimieren der Wartungsintervalle in der Einrichtungsphase neuer Produktionslinien.
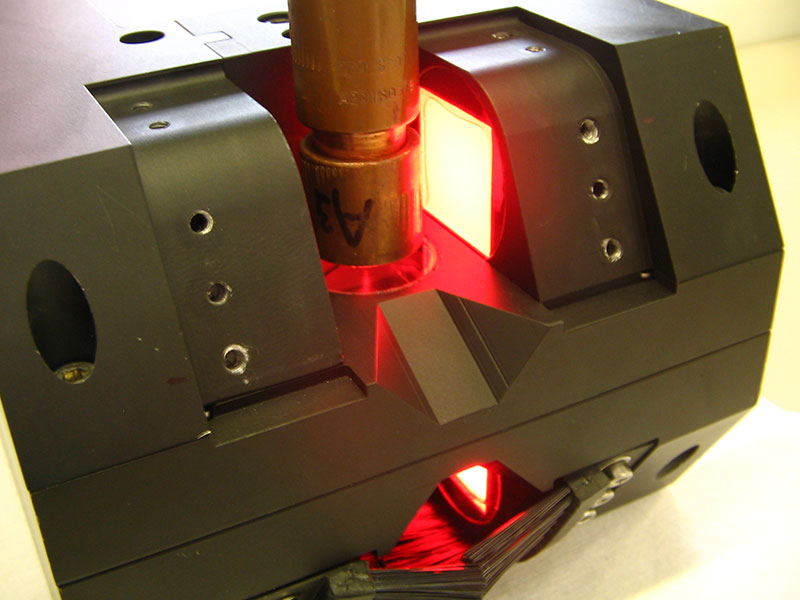
Diese Nachteile muss man nicht in Kauf nehmen, dachten sich Entwickler am Fraunhofer-Institut für Photonische Mikrosysteme IPMS in Dresden. Gemeinsam mit zwei weiteren Forschungseinrichtungen und vier Industrieunternehmen arbeitete das Fraunhofer IPMS im Rahmen des Europäischen Verbundforschungsprojektes »SmartDress« [EU PR: 286598]) an der Entwicklung eines vollautomatischen Systems zur Regelung der Wartung von Elektrodenspitzen beim Widerstandpunktschweißen. Herzstück des Systems ist ein optischer Sensor, der den Zustand der Schweißelektrode erfasst und daraus Zeitpunkt und Ausmaß der erforderlichen Reinigung beziehungsweise mechanischen Nachbearbeitung berechnet. Michael Leuckefeld, Projektleiter beim Fraunhofer IPMS, erklärt die Funktionsweise so: »Unser System erfasst beide Schweißelektroden gleichzeitig aus verschiedenen Perspektiven. Dazu nutzen wir eine durch Opalglas erzeugte diffuse monochrome LED-Beleuchtung. Das Licht wird über eine Spiegelanordnung und Strahlteiler zur Elektrode und von dort wieder zurück zum Fotodetektor geleitet. Beleuchtung und Bildaufnahme nutzen so dieselben optischen Komponenten«. Der erste Prototyp basiert auf einem passiven Kamerasystem, das über eine USB-Schnittstelle von einem externen Computer gesteuert wird. Später soll die Steuerung in das Sensorsystem integriert werden. Erste Tests unter realen Produktionsbedingungen sind bereits im laufenden Jahr geplant.
Das SmartDress-Projekt wurde kürzlich mit einer Serie erfolgreicher Tests abgeschlossen. Ein Prototyp des optischen »SmartSystems« des Fraunhofer IPMS wird am Messestand des Fraunhofer IPMS Nummer A-02 auf der Fachmesse SmartSystemsIntegration in Wien vom 26.-27. März 2014 dem Fachpublikum vorgestellt.
Über SmartDress
SmartDress ist ein EU-finanziertes Projekt, das über das 7. Forschungsrahmenprogramm für kleine und mittlere Unternehmen (KMUs) gefördert wird. Im Rahmen des Projekts wurde ein voll automatisches System zur Wartung von Elektrodenspitzen beim Widerstandspunktschweißen entwickelt. Damit ist ein wesentlicher Fortschritt bei der Nachbearbeitung von Schweißelektroden weit über die Funktions- und Leistungsmerkmale bisheriger Technologien hinaus gelungen.
Am SmartDress-Projekt sind vier KMUs beteiligt: Sinterleghe s.r.l., ein führender Lieferant von Nachbearbeitungssystemen für Elektrodenspitzen; Fisher-Smith, ein Spezialist für optische Systemlösungen; FinAids, ein Hersteller hochspezialisierter Schleifmittel für industrielle Zwecke; und Swantec, ein weltweit führender Lieferant von Modellierungssoftware für Schweißanwendungen. Die technische Entwicklung liegt in den Händen dreier Forschungseinrichtungen: TWI ist für die technische Leistung beim Widerstandspunktschweißen zuständig, das Fraunhofer IPMS entwickelt den optischen Sensor, und VTT obliegt die Entwicklung einer abrasiven Lösung zur Elektrodennachbearbeitung.